2017年10月13日
トリガーガード加工 最終型思案中・・・

どうしても純正トリガーガードの両側面にABS板から切り出した型板を接着固定しなくてはいけないんですが、この切り出し作業が思った以上に手間と時間がかかります。
純正トリガーガードの不要な部分は型板を接着固定する前に切り(削り)取っておいた方がいいです。
それから純正トリガーガードの両側面にABS板から切り出した型板を接着固定し、間をエポキシパテで埋めて整形していく方が仕上げが簡単にできます。


マガジンキャッチ

キャッチの内側、トリガーガードが後方へ可動する分えぐれてます。

Posted by 隠居親父 hirosightjp at
20:41
│Comments(0)
2017年10月13日
ボルトハンドルのカスタムノブ・・・
GTR 回転グリップ



加工したら組めないものやろか?
ねじ径 M5
寸法Lm(mm) 10
寸法d(Φmm) 12
寸法H(mm) 50
質量(g) 15
寸法D(Φmm) 18
¥150
回転グリップ

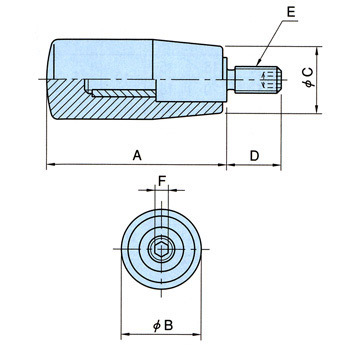
ネジ部先端の六角穴をレンチで締めて取付けできます。
材質(グリップ) フェノール樹脂 材質(シャンク) SUM22L(亜鉛メッキ) トラスコ品番 105-7391
色 黒 質量(g) 13 寸法A(mm) 28 寸法F(mm) 3 寸法D(mm) 10 寸法E(mm) M6×1
寸法C(Φmm) 11 寸法B(Φmm) 14 ~¥650
VSRのプロスナ用ボルトハンドルノブの根元断面サイズ 厚み6.6mm、幅9.85mm



★手元のプロスナ用ボルトハンドルは、全てGスペック用ボルトハンドルと同じ可動角度になるよう加工してしまうとセーフティの頭に干渉してしまうので、角度が75°位の可動角度になるよう改良加工しています。
これを見ていて閃きました。
・・・・▼・・・・



ボルトハンドルのノブの根元、垂直にカットするか、ちょい角度を変えてカットするか・・・
Dをねじ込むねじ穴を開ける際の角度が取り付ける回転グリップの角度に大きく関係します。



加工したら組めないものやろか?
ねじ径 M5
寸法Lm(mm) 10
寸法d(Φmm) 12
寸法H(mm) 50
質量(g) 15
寸法D(Φmm) 18
¥150
回転グリップ


ネジ部先端の六角穴をレンチで締めて取付けできます。
材質(グリップ) フェノール樹脂 材質(シャンク) SUM22L(亜鉛メッキ) トラスコ品番 105-7391
色 黒 質量(g) 13 寸法A(mm) 28 寸法F(mm) 3 寸法D(mm) 10 寸法E(mm) M6×1
寸法C(Φmm) 11 寸法B(Φmm) 14 ~¥650
VSRのプロスナ用ボルトハンドルノブの根元断面サイズ 厚み6.6mm、幅9.85mm



★手元のプロスナ用ボルトハンドルは、全てGスペック用ボルトハンドルと同じ可動角度になるよう加工してしまうとセーフティの頭に干渉してしまうので、角度が75°位の可動角度になるよう改良加工しています。
これを見ていて閃きました。
・・・・▼・・・・



ボルトハンドルのノブの根元、垂直にカットするか、ちょい角度を変えてカットするか・・・
Dをねじ込むねじ穴を開ける際の角度が取り付ける回転グリップの角度に大きく関係します。
Posted by 隠居親父 hirosightjp at
20:14
│Comments(2)
2017年10月13日
メンテナンスとパーツの補充交換等
ボルトシリンダー、チャンバーシステム、トリガーシステム・・・これらの共用性が機種(製品)選択の際の大きなポイントの一つ!
私にとって代表的なものがエアコキ仕様ではマルイのVSRシステム、ガス仕様ではタナカのペガサスシステムです。
私にとって代表的なものがエアコキ仕様ではマルイのVSRシステム、ガス仕様ではタナカのペガサスシステムです。
Posted by 隠居親父 hirosightjp at
18:55
│Comments(0)
2017年10月13日




2017年10月13日
1号機のスコープマウントベース加工修正


・・・・▲・・・・
加工前

★トリガーの後退加工はやらなくてもよさげな・・・
スコープマウントリングを付け替えてみました。
ちょいとばかりアイラインが高過ぎますね。


Posted by 隠居親父 hirosightjp at
15:19
│Comments(0)


